


Содержание к диссертации
Введение
1 Литературный обзор 7
1.1 Процесс изодепарафинизации масел 7
1.1.1 Процессы депарафинизации масел: назначение и классификация. Промышленные технологии изодепарафинизации 7
1.1.2 Механизм реакций гидроизомеризации длинноцепочечных парафинов 14
1.1.3 Цеолитные катализаторы гидроизомеризации длинноцепочечных парафинов 20
1.2 Трансформаторные масла 45
1.2.1 Трансформаторные масла: свойства и нормативные требования 45
1.2.2 Ассортимент трансформаторных масел 49
1.2.3 Технологии получения трансформаторных масел 53
1.3 Заключение по литературному обзору 56
1.4 Постановка задач исследования 57
2. Экспериментальная часть 58
2.1 Методики синтеза катализаторов 58
2.1.1 Катализаторы изодепарафинизации и депарафинизации 58
2.1.2 Катализатор гидрофинишинга 59
2.2 Описание лабораторных каталитических установок 60
2.2.1 Проточная каталитическая установка 60
2.2.2 Установка «Microactivity-Reference» 62
2.3 Методики проведения каталитических испытаний 64
2.3.1 Процессы изодепарафинизации, каталитической депарафинизации и гидрофинишинга 64
2.3.2 Гидроизомеризация 65
2.4 Методы анализа катализаторов 66
2.5 Методы анализа сырья и продуктов каталитических превращений 67
2.6 Методика расчета показателей процессов 69
3 Результаты и их обсуждение 71
3.1 Физико-химические свойства образцов катализаторов 71
3.1.1 Фазовый состав 71
3.1.2 Характеристики пористой структуры и прочность 73
3.1.3 Кислотность 75
3.2. Физико-химические свойства сырья процессов изодепарафинизации, каталитической депарафинизации и гидроизомеризации 78
3.3 Исследование процесса изодепарафинизации с использованием катализаторов на основе цеолита ZSM-23 81
3.3.1 Влияние состава катализаторов на показатели процесса 81
3.3.2 Влияние условий на показатели процесса 85
3.4. Исследование процесса изодепарафинизации с использованием катализаторов на основе цеолита SAPO-41 89
3.4.1 Влияние состава катализаторов на показатели процесса 89
3.4.2 Влияние условий на показатели процесса 94
3.4.3 Влияние кислотности катализатора на температурный диапазон протекания процесса 98
3.5 Сравнение показателей работы катализаторов на основе цеолитов ZSM-5, ZSM-23 и SAPO-41 101
3.6 Изучение стабильности работы катализатора изодепарафинизации на основе цеолита SAPO-41 107
з
3.7 Гидрофинишинг изодепарафинизата 110
3.8 Физико-химические и эксплуатационные свойства опытного образца трансформаторного масла 114
Заключение 116
Список сокращений и условных обозначений 118
Список литературы 119
- Процессы депарафинизации масел: назначение и классификация. Промышленные технологии изодепарафинизации
- Катализаторы изодепарафинизации и депарафинизации
- Характеристики пористой структуры и прочность
- Сравнение показателей работы катализаторов на основе цеолитов ZSM-5, ZSM-23 и SAPO-41
Введение к работе
Актуальность работы
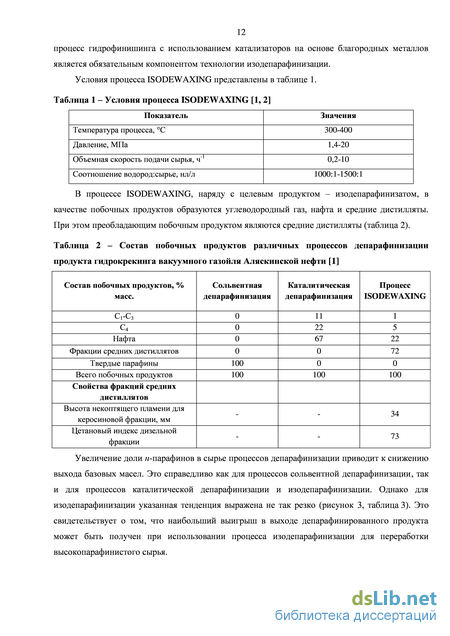
До конца 20-го века основным процессом, позволяющим каталитическим путем снизить температуру текучести масляного сырья являлась каталитическая депарафинизация. В качестве примера можно привести технологию получения высококачественного трансформаторного масла ГК в ОАО «Ангарская нефтехимическая компания» (ОАО «АНХК»): этот продукт вырабатывается в комплексе гидрокаталитических процессов, включающем гидрокрекинг и каталитическую депарафинизацию, совмещенную с гидрофинишингом. На стадии каталитической депарафинизации, происходит снижение температуры текучести за счет селективного гидрокрекинга н-парафинов сырья до легких углеводородов, что приводит к значительным потерям целевого продукта. Таким образом, используемая технология обеспечивает получение качественного продукта, конкурентоспособного на мировом рынке, однако при этом выход базовой основы трансформаторного масла в расчете на сырье процесса каталитической депарафинизации не превышает 70 % масс.
За последние годы в нефтеперерабатывающей промышленности широкое распространение получили процессы изодепарафинизации, имеющие своей целью улучшение низкотемпературных характеристик нефтяного сырья и позволяющие получать качественные масла II и III групп по классификации API с высокими значениями выхода. Основой процесса изодепарафинизации являются реакции гидроизомеризации н-парафинов. Получаемые в этих реакциях изопарафины остаются в составе целевого продукта, что обеспечивает получение депарафинированного масла с более высоким выходом по сравнению с процессом каталитической депарафинизации. Таким образом, разработка процесса изодепарафинизации нефтяного сырья, направленного на получение низкозастывающих масел является весьма актуальной задачей.
Степень разработанности темы
На сегодняшний день компании Chevron и ExxonMobil являются главными лицензиарами процессов изодепарафинизации масел в мире, отечественных аналогов этого процесса не существует. Исследования специалистов этих фирм ведутся, преимущественно, в закрытом режиме. Их публикации в открытой печати ограничиваются патентами с широкими формулами изобретения и рекламными статьями.
В научной литературе имеется большое количество работ, посвященных изучению реакций гидроизомеризации длинноцепочечных парафинов, являющихся основой процесса изодепарафинизации. Вместе с тем, большая часть этих исследований была проведена с использованием модельного сырья – индивидуальных н-алканов, и порошкообразных катализаторов. Число исследований, проведенных с использованием реального масляного сырья и формованных катализаторов, близких по своим характеристикам к промышленным образцам, относительно невелико. Таким образом, вопросы практического использования изодепарафинизации для получения низкозастывающих масел исследованы недостаточно.
Цель работы
Целью настоящей работы является разработка процесса изодепарафинизации нефтяного сырья, направленного на получение низкозастывающих масел на платиновых цеолитсодержащих катализаторах.
Для достижения указанной цели необходимо решить следующие задачи:
-
Анализ современного состояния производства масел с использованием процессов депарафинизации.
-
Разработка катализатора изодепарафинизации масляного сырья.
-
Исследование влияния кислотности цеолита SAPO-41, входящего в состав катализатора, на показатели изодепарафинизации.
-
Изучение зависимостей показателей изодепарафинизации от условий процесса; обоснование параметров проведения процесса.
-
Наработка опытного образца трансформаторного масла с использованием изодепарафинизации и гидрофинишинга; определение его физико-химических и эксплуатационных свойств на соответствие основным требованиям нормативной документации.
Научная новизна
-
Установлена зависимость показателей изодепарафинизации нефтяного сырья от кислотности цеолита SAPO-41, входящего в состав платинового катализатора: показано, что увеличение количества кислотных центров цеолита позволяет получить низкозастывающие продукты при меньших температурах процесса без снижения значений выхода.
-
Впервые проведено изучение реакций гидроизомеризации смеси длинноцепочечных алканов (С20-С33) на платиновых катализаторах на основе цеолитов ZSM-23 и SAPO-41 при использовании в качестве сырья парафина нефтяного происхождения; показано, что катализатор на основе цеолита SAPO-41 проявляет более высокую селективность по отношению к реакциям гидроизомеризации, по сравнению с катализатором на основе цеолита ZSM-23.
-
Установлены зависимости низкотемпературных свойств и выхода изодепарафинизатов от состава платиновых катализаторов на основе цеолитов различных типов. Выявлено, что образцы на основе цеолита SAPO-41 обеспечивают более высокие выходы низкозастывающей базовой основы трансформаторного масла как по сравнению с катализатором депарафинизации на основе цеолита ZSM-5, так и по сравнению с катализаторами изодепарафинизации на основе цеолита ZSM-23.
-
Показана возможность получения базовой основы трансформаторного масла в процессе изодепарафинизации на катализаторе на основе цеолита SAPO-41 с последующим гидрофинишингом, при использовании в качестве сырья продукта гидрокрекинга вакуумного газойля.
Практическая значимость
-
Показана возможность замены стадии каталитической депарафинизации на изодепарафинизацию при получении трансформаторного масла из фракции 280 С-КК, выделенной из продукта гидрокрекинга вакуумного газойля. Изодепарафинизация с последующим гидрофинишингом позволяет получить трансформаторное масло с выходом более 90 % масс., что на 20 % масс. превышает значения, достигаемые с использованием существующей технологии.
-
С использованием изодепарафинизации и гидрофинишинга наработан опытный образец трансформаторного масла. Проведено определение его физико-химических и эксплуатационных свойств, показавший соответствие полученного образца практически всем требованиям нормативных документов.
-
Разработаны научные подходы, которые могут быть использованы при создании процессов и катализаторов, направленных на получение арктических сортов масел и топлив.
Апробация работы
Отдельные разделы диссертации доложены на научно-технической конференции «Инновационные технологии производства и испытания продукции нефтепереработки» (Ангарск-2011), на XIV международной научно–технической конференции «Наукоёмкие химические технологии» (Тула-2012); а также на II Всероссийской научной школе-конференции молодых ученых «Катализ: от науки к промышленности» (Томск-2012).
Публикации
По теме диссертационной работы опубликовано 5 печатных работ, в том числе 2 статьи в рецензируемых журналах и изданиях, рекомендованных ВАК, а также 3 тезиса доклада на научных конференциях.
Объем и структура работы
Диссертация состоит из введения, трех глав, заключения, списка сокращений и условных обозначений, списка литературы и приложения. Диссертация изложена на 134 страницах машинописного текста, содержит 73 рисунка, 27 таблиц и библиографию из 123 наименований.
Процессы депарафинизации масел: назначение и классификация. Промышленные технологии изодепарафинизации
Считается, что реакции гидрирования-дегидрирования (6, 1) протекают на металлических центрах катализатора, тогда как образование и перегруппировка карбокатионов – на кислотных. Согласно этому механизму скорость реакции определяется стадией перегруппировки карбокатиона (4).
В подтверждение приведенной схемы можно привести несколько закономерностей.
1. Скорости реакций гидроизомеризации обратно пропорциональны давлению водорода. Это связано с тем, что увеличение давления водорода приводит к снижению содержания в реакционной смеси олефинов, которые образуются на стадии (1) и превращаются в карбокатионы на стадии (2), что ведет к уменьшению общей скорости процесса.
2. Нанесение на кислотный носитель достаточного количества переходного металла, активного в реакциях гидрирования-дегидрирования и проведение процесса изомеризации под давлением водорода приводит к значительному увеличению активности, селективности и стабильности работы катализатора.
Металлы VIII группы способны изомеризовать парафины и в отсутствии кислотных центров, однако считается, что при использовании бифункциональных катализаторов доля реакций изомеризации, протекающих исключительно на металлических центрах, относительно невелика [15].
В рамках представленного механизма различают два типа перегруппировки карбокатиона: A – без изменения степени разветвления и B – с изменением степени разветвления (рисунок 4). При этом перегруппировка карбокатиона проходит через образование неклассического карбокатиона – протонированного диалкилциклопропанового интермедиата.
При перегруппировке карбокатиона по механизму B, образуются все более разветвленные структуры: происходит последовательная гидроизомеризация н-парафина с образованием моно-, ди, и триметилзамещенных изомеров. Скорость изомеризации по механизму A гораздо выше, нежели по механизму B, поэтому распределение монометилзамещенных изомеров зависит от термодинамической устойчивости каждого из образующихся индивидуальных изоалканов. Та же картина наблюдается и для ди- и триметилзамещенных изомеров. Следует отметить, что распределение изомеров может сильно измениться при наличии у катализатора гидроизомеризации молекулярно-ситовых свойств.
Следует отметить, что в ходе реакций гидроизомеризации, в основном, образуются метилзамещенные изомеры – количество этил- и пропилзамещенных изомеров очень мало. Так, при гидроизомеризации индивидуальных н-парафинов С6-С15 на катализаторе Pt/CaY отмечен следующий ряд скоростей образования различных изомеров: метилзамещенные этилзамещенные пропилзамещенные бутилзамещенные [17]. Это может быть свидетельством того, что путь реакции, в основном, проходит через протонированные диалкилциклопропановые интермедиаты, а протонированные диалкилциклобутановые и диалкилциклопентановые интермедиаты, через которые может происходить образование этил- и пропилзамещенных изомеров, образуются в гораздо меньших количествах. Возможной причиной этого является то, что протонированные циклоалканы с
Следует отметить, что при сочетании реакций олигомеризации и гидрокрекинга большая часть продуктов представляет собой соединения с различным числом углеродных атомов, а не продукты гидроизомеризации.
Бимолекулярный механизм играет значительно меньшую роль при гидроизомеризации парафинов с числом атомов углерода более четырех, так как по мономолекулярному механизму реакции протекают значительно быстрее, чем по бимолекулярному. Тем не менее, отмечено, что при гидроизомеризации гептана на катализаторе Pd/H-Beta часть изогептанов образуется по бимолекулярному механизму [18].
Побочными реакциями, снижающими селективность гидроизомеризации, являются олигомеризация и гидрокрекинг. Для протекания реакций олигомеризации требуется наличие олефинов в реакционной смеси. Олефины могут образоваться по реакциям дегидрирования (1) и путем депротонирования карбокатионов (5).
Тяжелые углеводороды, образующиеся в результате реакций олигомеризации, трудно десорбируются с поверхности катализатора и могут приводить к его закоксовыванию. Кроме того, они легко вступают в реакции гидрокрекинга, что снижает общую селективность процесса. Протекание реакций олигомеризации подавляется путем поддержания низкой равновесной концентрации олефинов в реакционной смеси, что достигается за счет использования катализаторов с сильной металлической функцией и повышения давления водорода.
Реакции гидроизомеризации и гидрокрекинга парафинов происходят в рамках одного процесса. При этом для гидрокрекинга так же предложен механизм на основе протонированных диалкилциклопропановых интермедиатов (рисунок. 6).
Рисунок 6 – Схема реакций гидроизомеризации и гидрокрекинга парафинов через образование протонированных диалкилциклопропановых интермедиатов [2] При распаде карбокатиона в рамках реакций гидрокрекинга происходит разрыв С-С связи, находящейся в положении относительно заряда. Существует пять возможных вариантов распада карбокатиона, которые значительно различаются по скоростям (рисунок 7). Так, скорости различных вариантов перегруппировки карбокатиона С10 и его распада по С-С связи (рисунки 7-8) соотносятся как: распад по варианту A изомеризация по механизму A распад по варианту B1 распад по варианту B2 изомеризация по механизму B распад по варианту C распад по варианту D.
Скорости гидрокрекинга парафинов С5-С6 (распад по вариантам C и D, рисунки 7-8), всегда ниже скорости их гидроизомеризации. Таким образом, согласно схеме, представленной на рисунке 6 в реакции гидрокрекинга легко вступают только парафины С7+. При этом быстрее всего происходит гидрокрекинг -изомеров (распад по варианту A, рисунок 8). Гидрокрекинг изомеров с геминальным или квази-вицинальным (заместители находятся у атомов углерода, разделенных одной метиленовой группой) положением заместителей (распад по вариантам B1 и B2, рисунок 8) и изомеризация по механизму B имеют скорости одного порядка. Отличительной особенностью гидроизомеризации парафинов С7+ на бифункциональных катализаторах, не обладающих молекулярно-ситовыми свойствами, является то, что высоких значений селективности процесса можно достичь лишь при относительно низкой конверсии сырья. В условиях гидрокаталитических превращений, обеспечивающих высокую конверсию сырья, н-парафины последовательно изомеризуются до ди- и триметилзамещенных изомеров, которые легко вступают в реакции гидрокрекинга по варианту A, B1 или B2 (рисунок 7), что Рисунок 7 – Возможные варианты распада карбокатиона при разрыве С-С связи, находящейся положении по отношению к заряду [19] приводит к резкому снижению селективности гидроизомеризации.
Катализаторы изодепарафинизации и депарафинизации
Распределение продуктов гидрокаталитического превращения н-парафинов на
катализаторах, представляющих собой активный металл (как правило, платину), нанесенный на 1-D, 10-R цеолит, имеет определенные сходные черты, которые слабо зависят от того, какой именно цеолит этой группы используется в составе катализатора. Далее выделены характерные особенности работы таких катализаторов.
1. Они проявляют высокую селективность по отношению к реакциям гидроизомеризации парафинов С7+. Максимальный выход продуктов гидроизомеризации на катализаторах этого типа достигает 80-85 % масс. и более. При этом в продуктах процесса преобладают монометилзамещенные изомеры, диметилзамещенные изомеры образуются в значительно меньших количествах, триметилзамещенные изомеры практически отсутствуют. Среди диметилзамещенных изомеров практически отсутствуют геминальные изоалканы (рисунок 12).
Преимущественное протекание реакций гидроизомеризации объясняется тем, что на катализаторах на основе 1-D, 10-R цеолитов затруднено образование -изомеров и изомеров с геминальным и квази-вицинальным положением метильных групп, которые легко вступают в реакции гидрокрекинга (рисунок 7, A, B1, B2).
В рамках теории FEL отсутствие геминальных и -изомеров в продуктах превращения связывается с тем, что образование в каналах цеолита переходных комплексов – протонированных диалкилциклопропановых интермедиатов, необходимых для появления этих изомеров затруднено в связи с их размером (TSS) [70]. То есть размер каналов цеолита таков, что он «блокирует» образование объемных переходных комплексов, ведущих к изомерам, имеющим четвертичный атом углерода; при этом одновременно снижается и образование квази-вицинальных изомеров. В рамках теории PMKLS выявленная закономерность объясняется тем, что при сорбции алканов в положении KL, ответственное за образование диметизамещенных изомеров, в основном, образуются продукты, в которых метильные группы разделены как минимум двумя атомами углерода. Так, для 1-D, 10-R цеолита ZSM-22 минимальное расстояние между соседними устьями пор соответствует расстоянию между тремя атомами углерода в углеродной цепи, что приводит к тому, что при сорбции и превращении монометилзамещенных изомеров в положении KL, в основном, образуются диметизамещенные изомеры, в которых метильные группы разделены не менее, чем тремя атомами углерода [71-74].
2. Как правило, при относительно невысоких значениях конверсии сырья, среди монометилзамещенных изомеров в большем количестве образуются изоалканы с крайним положением метильной группы – 2-метилизомеры (рисунок 12). В рамках теории FEL это объясняется тем, что скорость диффузии 2-метил изомеров в каналах цеолита выше, нежели изомеров с метильной группой, расположенной ближе к центру молекулы (PSS) [61, 70]. В рамках теории PMKLS преимущественное образование 2-метилизомеров связывается с тем, что вариант сорбции молекул реагентов в положении PM, приводящий к образованию этого изомера, энергетически наиболее выгоден [69].
3. В продуктах гидрокрекинга, полученных в рамках процесса гидроизомеризации, присутствуют значительные количества н-алканов (рисунок 12). Это связано с тем, что вклад реакций A и B1 в процесс очень мал, а протекание реакции B2 затруднено (рисунок 7). Авторы теории PMKLS допускают протекание внутри пор цеолита только очень медленных реакций гидрокрекинга нормальных вторичных карбокатионов с образованием н-алканов меньшей молекулярной массы (рисунок 7, D) [75]. Подобные закономерности не характерны для катализаторов, не проявляющих молекулярно-ситовых свойств, когда гидрокрекингу преимущественно подвергаются сильноразветвленные -изомеры с образованием изопарафинов (рисунок 13).
4. Селективность катализаторов в реакциях гидроизомеризации слабо меняется с увеличением длины цепи парафинов сырья [72]. При этом использование в качестве сырья парафинов с большей длиной цепи приводит к повышению количества образующихся сильноразветвленных изомеров. Так, при гидроизомеризации декана на катализаторе Pt/H-ZSM-22 максимальный выход диметилзамещенных изомеров составил 22,4 %, при гидроизомеризации тетракозана на этом же катализаторе – 78,9 % [72]. При этом, в основном, образуются диметилзамещенные изомеры, в которых метильные группы разделены как минимум двумя (как правило – тремя, четырьмя и более) метильными группами.
В рамках теории FEL подобные зависимости связываются с тем, что при увеличении длины цепи исходного парафина повышается количество «разрешенных» переходных комплексов, приводящих к получению сильноразветвленных изомеров, т.е. комплексов, размер которых не препятствует их образованию внутри каналов цеолита [70]. В рамках теории PMKLS эта зависимость может объясняться тем, что увеличение длины цепи реагирующих молекул приводит к повышению доли алканов, сорбирующихся в положении KL, которое ответственно за образование сильноразветвленным изомеров. Несмотря на то, что увеличение длины цепи исходных алканов ведет к повышению общего количества сильноразветвленных изомеров, это не приводит к образованию зо дополнительных количеств геминальных, квази-вицинальных и -изомеров, легко вступающих в реакции гидрокрекинга. Поэтому общая селективность катализаторов по отношению к реакциям гидроизомеризации практически не зависит от длины цепи парафинов сырья.
Диметилзамещенные изомеры С7, Сумма углеводородов С4+С3 [70] Для подтверждения каждой из двух теорий были проведены испытания катализаторов на основе 1-D, 10-R цеолитов с уменьшенным количеством кислотных центров на внешней поверхности. В рамках теории PMKLS считается, что реакции гидроизомеризации происходят на внешней поверхности цеолита и снижение ее кислотности должно сильно отражаться на показателях работы катализатора, тогда как согласно теории FEL подобная зависимость наблюдаться не должна.
Сторонники теории FEL, как правило, ссылаются на данные работы [76]. В рамках этого исследования были синтезированы образцы цеолита Theta-1 (структура TON), различной кислотности. Исходный образец цеолита – Т1 подвергался деалюминированию раствором соляной кислоты при 140 С в течение 1 ч (образец Т1А) или 5 ч (образец T5А). Образцы Т1А и Т5А отличались от исходного T1 не только несколько меньшей общей кислотностью (измерена методом сорбции-десорбции пиридина), но и значительно меньшей кислотностью внешней поверхности кристаллов цеолита (измерена методом сорбции-десорбции дитретбутилпиридина), т.е. в процессе деалюминирования кислотность внешней поверхности цеолита снижалась в гораздо большей степени, нежели кислотность внутренней поверхности (таблица 6). При этом активность образцов в процессе гидроизомеризации гексадекана отличалась очень мало, и это различие было связано, скорее, с небольшим изменением общей кислотности, нежели со снижением кислотности внешней поверхности образцов цеолита (таблица 7). По мнению авторов [77] эти данные явно указывают на то, что каталитические превращения алканов происходили на внутренней поверхности цеолита.
Характеристики пористой структуры и прочность
Образец -Al2O3 содержал очень малое количество микропор и демонстрировал большие значения площади поверхности, что указывало на развитую систему мезопор. Катализатор гидрофинишинга по прочности и показателям пористой структуры был близок к гранулам -Al2O3.
Образцы катализаторов изодепарафинизации и каталитической депарафинизации, представляющие собой смесь одного из цеолитов и связующего – -Al2O3, обладали развитой поверхностью и высокой механической прочностью. Увеличение содержания связующего в образцах катализаторов приводило к повышению площади поверхности мезопор и уменьшению количества микропор. Катализаторы на основе цеолитов ZSM-23 и ZSM-5 отличались значениями прочности 4,1-5,4 кгс/гранула. Катализаторы на основе цеолита SAPO-41 обладали несколько меньшей прочностью (2,0-3,5 кгс/гранула).
Кислотность является одной из основных характеристик, определяющих активность и селективность гетерогенных катализаторов. Как известно из литературных данных [2], для определения количества и силы кислотных центров катализаторов часто применяется метод термопрограммируемой десорбции (ТПД) аммиака. Температура десорбции аммиака прямо пропорциональна силе, а площадь под кривой ТПД – количеству кислотных центров.
Анализ спектров ТПД, снятых при одинаковых условиях, показал, что исследованные образцы цеолитов и катализаторов содержали три типа кислотных центров: слабые – с максимумом десорбции при температурах 170-200 С, центры средней силы – с максимумом 260-290 С и сильные – с максимумом около 400-450 С (рисунки 30-34, таблица 21).
Цеолиты ZSM-5 и ZSM-23 были близки как по количеству – 0,60 и 0,83 ммоль/г, соответственно – так и по силе кислотных центров и содержали слабые и сильные кислотные центры (рисунок 30).
В цеолитах типа SAPO кислотные центры преимущественно возникают за счет замещения Т-атомов фосфора, входящих в каркас цеолита на атомы кремния. Таким образом, образцы SAPO-41 различной кислотности были получены за счет варьирования содержания источника кремния в составе исходной реакционной смеси, использованной для синтеза цеолита (см. раздел 2.1.1). Синтезированные образцы, хотя и различались по общему количеству кислотных центров (от 0,13 ммоль/г для образца SAPO-41(la) до 0,58 ммоль/г для образца SAPO-41(ha)), содержали только слабые кислотные центры и центры средней силы (рисунки 30-31). Таким образом, образцы алюмофосфатного цеолита SAPO-41 отличались более мягкой кислотностью, нежели алюмосиликатные цеолиты ZSM-5 и ZSM-23.
Материалы со структурой MTT, к которым относится алюмосиликатный цеолит ZSM-23, являются активными компонентами катализаторов, проявляющих высокую селективность по отношению к реакциям гидроизомеризации длинноцепочечных н-парафинов [61, 108]. Так как эти реакции являются целевыми для процессов изодепарафинизации масел, то предположено, что использование этого цеолита в составе катализаторов изодепарафинизации является перспективным.
В представленном разделе проанализированы данные, полученные при проведении процесса изодепарафинизации фракции 280 С-КК с использованием катализаторов на основе цеолита ZSM-23, различающихся содержанием цеолита и платины. Содержание цеолита в катализаторах варьировалось в пределах 10-40 % масс., платины – 0,15-0,45 % масс. (таблица 15).
Повышение содержания цеолита ZSM-23 в образцах катализаторов привело и возрастанию их активности, что выражалось в том, что для получения одних и тех же значений температуры текучести требовались более низкие температуры процесса. Однако, при одних и тех же значениях температуры процесса, образцы с большим содержанием цеолита демонстрировали более низкие выходы депарафинированных продуктов (рисунки 37-38).
Для оценки показателей процесса изодепарафинизации на сравниваемых катализаторах использовали такой критерий эффективности, как соотношение температуры текучести и выхода депарафинированного продукта. Как видно из графиков, представленных на рисунке 39, при получении продуктов со значениями температуры текучести выше минус 36 С, эффективность сравниваемых катализаторов практически не отличалась. При получении продуктов с более низкой температурой текучести наиболее высокие выходы были получены на катализаторе 0,3Pt/20ZSM-23. Наименьшие значения выходов низкозастывающих продуктов демонстрировал катализатор 0,3Pt/40ZSM-23.
Увеличение содержания цеолита ZSM-23 в составе образцов ведет к более четко выраженным молекулярно-ситовым свойствам катализатора, что, согласно литературным данным, должно привести к увеличению селективности катализатора по отношению к реакциям гидроизомеризации и, таким образом, к повышению показателей процесса изодепарафинизации [92, 93]. В исследуемом случае наблюдается экстремальная зависимость между критерием эффективности катализатора и содержанием цеолита ZSM-23: наиболее высокие выходы низкозастывающих продуктов были получены на образце со средним содержанием цеолита (рисунок 39). Подобная зависимость могла быть связана с кислотностью используемого образца цеолита ZSM-23 (таблица 21, рисунок 30). Можно предположить, что при увеличении содержания ZSM-23 выше 20 % масс., несмотря на улучшение молекулярно-ситовых свойств катализатора, за счет сильной кислотности цеолита происходит интенсификация побочных
Сравнение показателей работы катализаторов на основе цеолитов ZSM-5, ZSM-23 и SAPO-41
Как видно из полученных данных, повышение температуры изодепарафинизации выше 330 С привело к резкому увеличению содержания ароматических углеводородов в продуктах процесса.
Следует отметить, что сырье изодепарафинизации было получено в результате гидрокрекинга вакуумного газойля, который содержал до 40 % ароматических углеводородов. Содержание ароматических углеводородов в целевом продукте гидрокрекинга – фракции 280 С-КК, не превышало 2 % (таблица 14), то есть в ходе процесса они гидрировались до нафтенов. Таким образом, можно предположить, что при высоких температурах изодепарафинизации фракции 280 С-КК параллельно с реакциями гидроизомеризации протекали реакции дегидрирования нафтенов, что привело к образованию значительного количества ароматических углеводородов. Изодепарафинизат, наработанный в рамках испытаний катализатора 0,3Pt/40SAPO-41(ha) на стабильность, имел неудовлетворительные значения цвета (4,7 ед. ЦНТ), которые не соответствовали требованиям ГОСТ Р 54331-2011 и ТУ 38.1011025-85. Таким образом, для улучшения качества продуктов изодепарафинизации требовался их последующий гидрофинишинг.
Следует отметить, что изучение процесса гидрофинишинга не являлось основной задачей представленной работы. В связи с этим разработка катализатора и подбор условий проведения процесса не проводились. Вместе с тем, механизм реакций гидрирования ароматических углеводородов, являющихся основой процесса гидрофинишинга, подробно изучен и катализаторы, позволяющие эффективно проводить эти реакции, известны.
Для проведения реакций гидрирования ароматических углеводородов могут быть использованы катализаторы на основе таких переходных металлов, как платина, палладий, никель, кобальт, родий, иридий, рений [123]. Активность металлов VII и VIII групп в реакциях гидрирования ароматических углеводородов изменяется в следующем порядке: Rh Ru Pt Pd Ni Co [123]. Следует отметить, что, некоторые металлы платиновой группы (к примеру – Ir, Rh) проявляют высокую активность не только в реакциях гидрирования, но и в побочных реакциях гидрогенолиза углеводородов, которые могут привести к снижению выхода целевого продукта за счет образования легких углеводородов [123].
В промышленности большое распространение получили катализаторы гидрирования на основе неблагородных металлов, часто содержащие в своем составе никель и/или кобальт. У подобных катализаторов, наряду с очевидными достоинствами – меньшей себестоимостью и более высокой стойкостью по отношению к соединениям серы и азота – есть и значительные недостатки. Так, в ОАО «АНХК» в процессе гидрокрекинга с использованием катализатора на основе неблагородных металлов происходит гидрирование ароматических углеводородов с 40 % до 2 % и ниже (таблица 14). Однако, для достижения подобных показателей, процесс проводят при крайне высоких значениях давления – 23-25 МПа, что приводит к значительным затратам на эксплуатацию процесса и высокой стоимости оборудования.
Таким образом, для проведения гидрофинишинга был выбран катализатор на основе платины, которая проявляет значительно более высокую активность в реакциях гидрирования ароматических углеводородов по сравнению с более дешевыми неблагородными металлами и позволяет осуществить процесс при относительно невысоких значениях давления. Для достижения высокой степени гидрирования на носитель – гамма оксид алюминия, нанесли значительное количество металла – 1 % масс. Условия процесса представлены в таблице 17. Показатели гидрофинишинга изодепарафинизата, наработанного в ходе испытаний катализатора 0,3Pt/40SAPO-41(ha) на стабильность представлены в таблице 25.
Изменение таких параметров процесса, как температура и объемная скорость подачи сырья позволило получать продукты гидрофинишинга с различным остаточным содержанием ароматических углеводородов. Гидрофинишинг основного количества наработанного изодепарафинизата был проведен при температуре 230 С и объемной скорости подачи сырья 4,0 ч-1. Эти условия обеспечивали практически полное гидрирование ароматических углеводородов сырья, что подтверждает высокую эффективность использованного катализатора.
В ходе стадии изодепарафинизации происходило снижение температуры текучести фракции 280 С-КК с плюс 12 С до минус 48 С, то есть депрессия температуры текучести составила 60 С. При этом полученный продукт отличался высокими значениями таких показателей, как цвет и содержание ароматических углеводородов. В результате процесса гидрофинишинга изодепарафинизата получен продукт, содержащий менее 1 % ароматических углеводородов и имеющий значение цвета ниже 0,5 ед. ЦНТ, что соответствует нормативным требованиям. При этом продукт гидрофинишинга имел температуру вспышки в закрытом тигле 128 С. Для того, чтобы довести этот показатель до нормативных значений по ГОСТ Р 54331-2011 и ТУ 38.1011025-85 (более 135 С), была проведена дополнительная вакуумная стабилизация. Выход конечного продукта – базовой основы трансформаторного масла, составил 91,2 % масс. в расчете на сырье процесса изодепарафинизации – фракцию 280 С-КК.
Для получения опытного образца трансформаторного масла к базовой основе трансформаторного масла, наработанной с использованием процессов изодепарафинизации и гидрофинишинга, было добавлено 0,28 % масс. ингибитора окисления – 2,6-дитретбутил-п крезола (Агидол-1). Изодепарафинизат до гидрофинишинга и опытный образец трансформаторного масла были дополнительно изучены с использованием ИК спектроскопии (рисунок 73). Рисунок 73 – ИК спектры изодепарафинизата до гидрофинишинга и опытного образца трансформаторного масла: (А) ИК спектры, построенные в координатах волновое число-пропускание в диапазоне 500-4000 см-1; (Б, В) фрагменты ИК спектров, построенные в координатах волновое число-оптическая плотность в диапазонах 1500-2000 см-1 (Б) и 700-1100 см-1(В)
В образце после гидрофинишинга практически отсутствуют полосы 1600 и 800 см-1, которые возникают за счет валентных колебаний С=С связей и деформационных колебаний С-Н связей ароматических циклов, соответственно. Кроме того, следует отметить появление в опытном образце трансформаторного масла полосы 3648 см-1, которая возникает за счет колебаний изолированных ОН групп (не связанных водородной связью), входящих в состав 2,6-дитретбутил-п-крезола, который был внесен в масло в качестве антиокислительной присадки.
Определение основных физико-химических и эксплуатационных характеристик опытного образца трансформаторного масла было проведено в Испытательном Центре – Управлении контроля качества ОАО «АНХК» (таблица 27). Массовая доля полициклических ароматических углеводородов была определена в Аналитической лаборатории ООО «Объединенный центр исследований и разработок».
Как видно из представленных данных, полученный опытный образец трансформаторного масла соответствовал основным требованиям ГОСТ Р 54331-2011 и ТУ 38.1011025-85. Массовая доля осадка при испытании образца на стабильность против окисления в течение 500 ч – это единственный показатель, значение которого незначительно отличалось от нормативных требований. Можно с уверенностью предположить, что этот показатель может быть улучшен путем внесения дополнительного количества ингибитора окисления в базовую основу масла в рамках концентраций, допустимых по требованиям нормативных документов.
Таким образом, в результате изодепарафинизации фракции 280 С-КК, выделенной из продуктов гидрокрекинга вакуумного газойля, с последующим гидрофинишингом получено трансформаторное масло, соответствующее практически всем требованиям нормативных документов. При этом разработанный катализатор изодепарафинизации на основе цеолита SAPO-41 обеспечил выход целевого продукта более 90 % масс., что на 20% масс. выше значений, получаемых с использованием существующей технологии.
